



第二十二章 如何改善镀膜稳定性-熔药篇
- 分类:工艺讲堂
- 作者:工艺部
- 来源:成都国泰真空设备有限公司
- 发布时间:2022-04-18
- 访问量:468
【概要描述】本文共从五个部分来介绍如何改善镀膜稳定性,(一)常规膜料熔药的必要性 (二)手动熔药是进阶技能(三)熔药过程参数的设定方法(四)熔药过程示例

第二十二章 如何改善镀膜稳定性-熔药篇
【概要描述】本文共从五个部分来介绍如何改善镀膜稳定性,(一)常规膜料熔药的必要性 (二)手动熔药是进阶技能(三)熔药过程参数的设定方法(四)熔药过程示例
- 分类:工艺讲堂
- 作者:工艺部
- 来源:成都国泰真空设备有限公司
- 发布时间:2022-04-18
- 访问量:468
全文共分五部分。
(一) 常规膜料熔药的必要性
(二) 手动熔药是进阶技能
(三) 熔药过程参数的设定方法
(四) 熔药过程示例
(五) 小结
(一) 常规膜料熔药的必要性
对于大部分氧化物膜料,在正式镀膜开始前,都会有一个专门的熔药流程。这样做,主要有几个方面的原因。
原因1。释放杂气。前文给出过氧化物膜料熔药过程中释放的杂气成分数据。膜料自身释放的氧气是主要成分。除此外,水汽等是杂气的主要成分。
原因2。前文提到过,起始膜料的成分会影响成膜的实际性能。熔药后的膜料成分与不熔药的膜料成分有明显区别。
原因3。控制薄膜外观的必要手段。
大部分膜料是颗粒状态,经过熔药后,不仅释放了水汽,而且熔熔后成为致密的块材。这样就会使得蒸镀过程中蒸发速率稳定,尽最大可能减少喷溅,从而改善薄膜的点子分布情况。
需要说明的是,部分氧化物膜料属于升华型膜料,如图1所示的代表性膜料氧化铪,很难熔熔成致密的块材,这样的膜料无须经过专门的预熔程序。

图1 氧化铪熔药的效果
(二) 手动熔药是进阶技能
目前几乎所有的设备都支持自动熔药功能。由于电子枪本身性能不够理想,或者自动熔药程序不够完美,自动熔药后的药材总是留有边角遗憾。
图2是某设备自动熔药的效果。电子束光斑是按照程序设定的的点位来运动的,但总有些边角可能会无法熔到。图3是手动熔药的效果。膜料表面平摊,从熔迹看,表层膜料全部被熔到了,几乎无死角残留。

图2 自动熔药效果 图3 手动熔药效果
手动熔药的优越性主要体现在两个方面。
第一个方面:熔新的坩埚。
对于一个新的坩埚,初次装料时,膜料很少,膜料表面远低于坩埚表层所在的平面,这使得电子束无法按照常规认知准确移动到所需要的位置。可能会导致坩埚被打坏,膜料无法重发预熔等潜在风险。
图4给出了这种差异的示意图。电子束受磁场约束而偏转是诱发光斑差异的主要诱因。这是当前设备普遍存在的客观情况。因此,对于新坩埚,在熔药的初始阶段,采用手动预熔是明智选择。

图4 正常熔药和新坩埚融药的光斑位置差异
第二个方面:修复被打穿或挖坑的坩埚。
类似于Ta2O5和Nb2O5等膜料,在镀膜过程中经常会出现挖坑或类似被打穿的现象。此时的建议是,用手动熔药的方式把坑修复成平整状态,然后再继续镀膜或添加新的膜料进行预熔。
(三) 熔药过程参数的设定方法
本小节以H4为例,对熔药过程各参数的设定方法进行说明。
图5给出了熔药过程各阶段的情况。为了方便说明,对各阶段进行了命名。
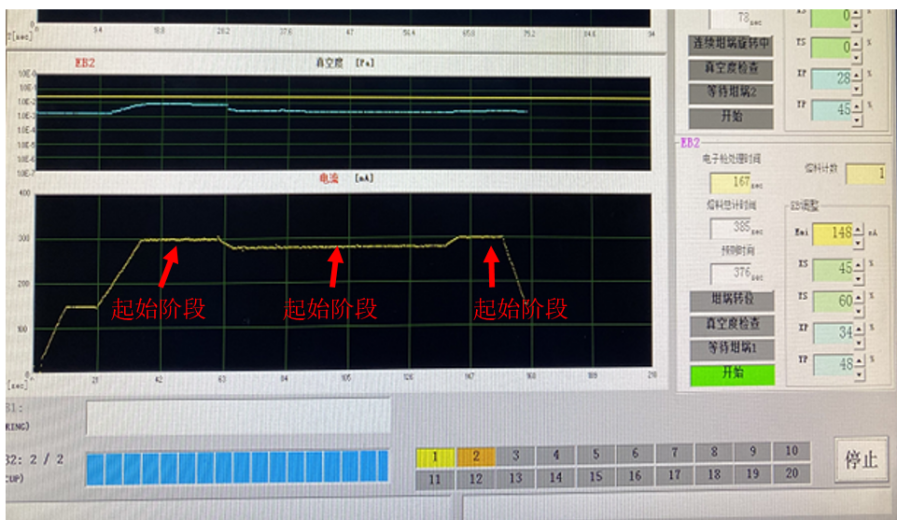
图5 熔药过程的各个阶段
熔药开始真空度:较高的真空度有利于充分释放杂气。但实际中,还要考虑到镀膜效率,所以一般设定为5.0E-3Pa。特殊情况,比如膜料放气量很大时可适当提高。
起始阶段。参数设置要遵循两个原则。首先是让新料全部融化。一般是大光斑,可以铺满整个坩埚。让膜料初步融化,同时又不飞溅。其次,让电流稳步达到稳定蒸镀时的水平。如果稳定蒸镀电流较小,可以只用一步进行爬坡和恒定。
融药阶段。对膜料进行充分融化,尽可能释放出所有杂气。通常用小光斑,分内圈和外圈两步进行融药。建议先内圈,再外圈。或者不做区分,只熔一圈。具体情况需要依据药材的特性而定。
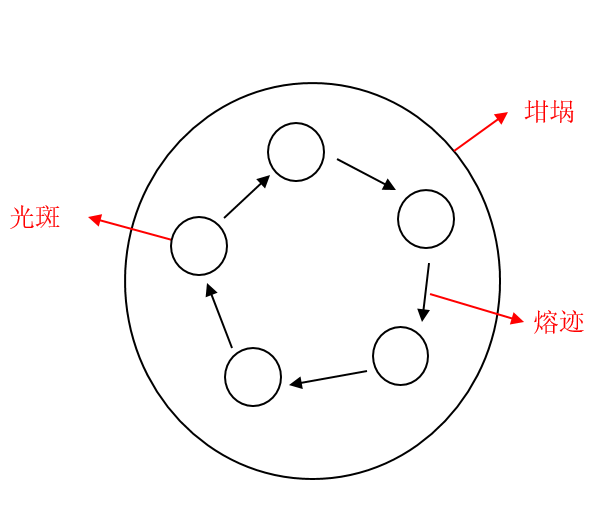
图6 融药阶段光斑及轨迹
电流大小的设定可参考以下方法。依照电流密度对电流大小进行估算。电流密度约等于或稍大于蒸镀时的状态。可定义为:
电流密度=电流大小/光斑面积
通常情况下,内外圈的电流密度保持一致。坩埚比较大或内外圈光斑大小不一致等特殊情况下,外圈电流可以适当大一些。
整形阶段。让膜料表面尽可能平整,以便于后续稳定蒸镀。一般是大光斑,可以铺满整个坩埚。如果前面阶段的熔药比较透彻,此时的真空度变化会很微弱。
(四) 熔药过程示例
本小节以H4和MgF2为例,对手动熔药方法技巧再次说明。
在熔药开始前,需要将电子枪打到手动,同时准备好控制盒。

图7 融药时电子枪设置及控制盒
起始阶段用大光斑,融药阶段用小光斑,最后整形用大光斑。融药阶段的光斑及移动轨迹可以参考图6。
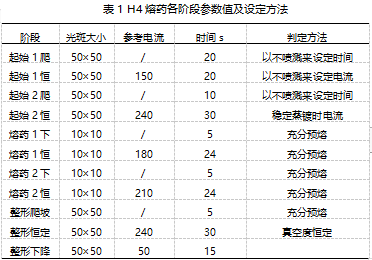
案例1:
假设镀膜过程中,H4的光斑设定为50×50,实际光斑刚好铺满整个坩埚,同时光斑不会烧到铜坩埚的边缘。稳定蒸发时的电流是240mA。蒸发开始的真空度为2.0E-3Pa,充氧15SCCM,镀膜过程中的真空度为6.5E-3Pa。
融药过程中各参数设定的总结,可参见表1。
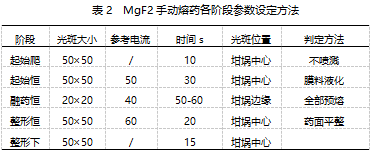
案例2:
假设镀膜过程中,MgF2光斑设定为50×50,实际光斑刚好铺满整个坩埚,同时光斑不会烧到铜坩埚的边缘。稳定蒸发时的电流是60mA。
融药过程中各参数设定的总结,可参见表2。
(五) 小结
对膜料融药各阶段的参数设置方法进行了讲述。
熔药的好处在于:
A. 释放杂气,去除水汽等杂质;
B. 光谱性能保证重复性;
C. 减少喷溅提升外观品质。
熔料方法可以概述为:起始大光斑,过程小光斑,最后以大光斑收尾进行膜料表面的整形。
考虑到当前硬件性能的限制,如果条件允许,建议培养并提升操作人员的手动熔药技能。良好的手动熔药技能是对系统自动熔料的完善和进阶,有利于提升和改善镀膜过程的稳定性。
扫二维码用手机看
推荐新闻

微信公众号
成都国泰真空设备有限公司
销售热线:400-6667-357
销售座机:028-82605890
售后电话:19940696393
International Sales:(限国外业务)
Mob: +86 136 8901 2997
Email: sales@guotaivac.com
 400-6667-357
400-6667-357

 在线留言
在线留言 
版权所有:成都国泰真空设备有限公司 蜀ICP备2021006026号-1